
東莞市東美石墨實業有限公司
電話:0769-82599999
傳真:0769-81602888
手機:18928208888
網址:www.xicheshebei.cn
郵箱:dnshimo@163.com
Q Q:569375093
代理:德國西格裏石墨
地址:東莞市鳳崗鎮官井頭(tóu)山莊一路
網址:www.xicheshebei.cn
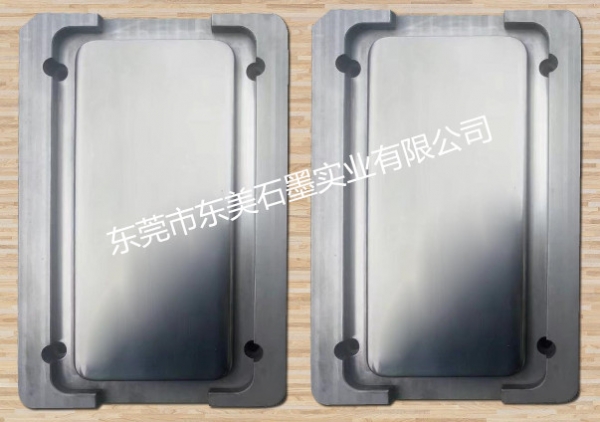
高純3D熱彎石墨經過化學處理,水洗滌和高溫膨脹,得到了柔韌蓬(péng)鬆的石墨材料。這並不是最終(zhōng)的目的。最終的目的是(shì)要製造出各種(zhǒng)用途的石墨製品來。如製成石墨紙箔、石墨紙板、石墨管、石墨槽、石墨棒等。這就要有成型工序(xù),用機械的方法加工出各種規(guī)格、形狀和尺寸的石墨製品。目前成型方法有(yǒu)三種:(1)碾壓法(fǎ);(2)模(mó)壓法;(3)擠壓法。
一、碾壓(yā)成型法
主要用來壓(yā)製石墨紙箔或板材。分為(wéi)單層平板連續碾壓和多層平板連續碾壓兩種。
1.單層平板連續碾(niǎn)壓法
這種碾壓法不用任何粘(zhān)結劑就可以將(jiāng)柔性石墨壓製成板材。整個工藝過程是在裝有滾輪碾壓機的專用設備上進行的。
碾壓機結(jié)構(gòu)組成:裝(zhuāng)蠕(rú)蟲石墨的料鬥1,振動給料裝置,2,輸送帶 3四個壓力輥 4,一對加熱器 5,控製板材厚度的輥筒 6壓(yā)花或圖案輥(gǔn)筒 8 和卷輥 9切割刀 10 成品卷輥
工(gōng)作過程:高純石墨從料鬥進入給料裝置,落在輸送帶(dài)上。經過壓力輥的碾壓,形成一定厚度的料層。加熱裝置產生高溫加熱,以出去料層中的殘存氣體(tǐ),並使未膨脹的石墨最後一次膨脹。然後將(jiāng)初步成型的(de)反材送入控製厚(hòu)度尺寸的輥筒中,按規定尺寸再壓一次,以便得到厚度均勻和一定密度的平整板。最後經過切刀切割後,卷上成品筒(tǒng)。

2、單(dān)層平板碾壓法
單層平板碾壓,雖然壓板(bǎn)平整光滑,但是不(bú)能太厚。一次成型太厚時,其均勻性(xìng)和(hé)密(mì)度都(dōu)難(nán)以(yǐ)保證。為了(le)製成(chéng)厚板,采用(yòng)多層單板疊加(jiā),壓成多層複合板。每兩層(céng)之間要(yào)加粘結(jié)劑再碾壓成型。成型後要加(jiā)熱(rè)處理(lǐ),以使粘結劑碳化和硬化。多層平板碾壓法是在多層連續碾壓機上進行的(de)。
多(duō)層連續碾壓機工作(zuò)過程:由單板(bǎn)繞(rào)棍引出單板,經過粘結劑(jì)塗輥把兩麵土上(shàng)粘結劑後,與(yǔ)繞輥和單板相合,成為三和厚板(bǎn),進入輥的間(jiān)隙碾壓成一定厚度。再送入加熱器(qì)中加熱烘幹。通過(guò)厚度控製輥,調整厚度達到規定尺寸,然後送入焙燒裝置中焙燒。當粘結劑碳化後,在用加(jiā)壓輥最後加壓成(chéng)型。
所(suǒ)用連續碾壓級,能壓製0.6~2mm厚度的柔性石墨板,這是優於單層碾壓機的,但是由於板厚也會帶來板材分(fèn)層剝離(lí)的缺點(diǎn),給使用帶(dài)來麻煩(fán)。產生的原因是壓製時氣體外溢留在(zài)夾層中間,妨礙了層間密切結合。改(gǎi)進的途徑是,解決壓製過程中的排氣問題。
0769-82599999
聯係人:黃(huáng)俊紅(18928208888)
郵箱:dnshimo@163.com
地址:東莞市鳳(fèng)崗鎮官井頭(tóu)山莊一路
 |  |  |
| 微信公眾平台 | 聯(lián)係黄瓜视频在线观看 | 抖音號 |






 淘寶旺旺
淘寶旺旺

